2018金磚+大賽之第二屆“智能制造生產線運營與維護”賽項 技術規程(精簡版)
一、競賽項目
賽項編號:JZ-002
賽項名稱:智能制造生產線運營與維護
賽項組別:高校組
賽項歸屬產業:加工制造
賽項類型:國際級競賽
二、競賽目的
本項賽事是在“一帶一路”和“金磚”的時代背景下針對智能制造產業鏈應用人才培養開展的一項大型賽事,通過成員國之間的同臺競技與交流合作,在“一帶一路”暨金磚國家范圍內促進智能制造技術的應用和推廣。智能制造是基于新一代信息技術,貫穿生產、管理、服務等活動的各個環節,具有自感知、自決策、自執行等功能的先進制造過程、系統、模式的總稱。本賽項平臺融合了自動化、數字化、網絡化、集成化、智能化等技術,參賽選手需綜合掌握智能控制、高速高精數控加工、工業機器人操作編程、CAD/CAM、基于大數據的加工優化與在線測量技術等智能產線運行與維護知識和技能,賽項引領智能制造緊缺人才培養方向,促進“互聯網+”國際制造新業態形成,推動產學研用國際合作。同時本賽項以國際職業能力標準為依據設置競賽內容,通過本賽項的不斷完善升級,為2021年我國承辦世界技能大賽打造智能制造方項目奠定基礎。
三、競賽內容
參賽隊根據給定競賽任務書、現場提供的競賽平臺在持續不斷的300分鐘內完成包括智能制造產線設備的運行與維護、工業機器人(含第七軸)編程與調試、智能制造控制系統的編程與調試、個性化產品的定制加工、大數據采集及工藝優化、職業能力的8項指標考核等六個工作任務,具體要求如下:
任務一 智能制造產線設備的運行與維護(12%)
1.產線總控單元與數控車床及加工中心通訊及參數設置;
2.產線總控單元與RFID系統通訊及參數設置;
3.總控大數據采集軟件(SSTT)通信參數設置;
4.機床電氣故障、遠程故障診斷及排除與恢復;
5.編寫并調試數控機床PLC控制程序。
任務二 工業機器人(含第七軸)編程與調試(18%)
1.機器人夾具、氣動部件等外部設備安裝與調試;
2.機器人完成數字立體化料倉生料、合格品、不合格品的出入庫。
3.數控車床和加工中心的上下料。
任務三 智能制造控制系統的編程與調試(20%)
1.總控系統PLC的編程、安裝和調試;
2.實現 RFID 的數據初始化,讀取、更新 RFID 數據;
3.實現智能制造單元中各設備的安全、協調運行。
任務四 個性化產品的定制加工(20%)
1.根據給定毛坯及規定自帶刀具按任務書要求定制個性化工件;
2.根據定制需求進行CAD軟件設計;
3.生成加工代碼通過互聯網訂單派發完成工件加工;
4.產品創新性與加工質量。
任務五 大數據采集及工藝優化(20%)
1.訂單派發及編程,完成第一個定制工件自動加工;
2.完成第一個試件加工過程中相關精度的測量和采集;
3.設置刀具相關補償參數,對工件程序進行工藝優化及補償;
4.云平臺同步大數據及圖像;
5.訂單派發,完成第二個定制工件自動加工。
6.加工工件,兩種工件各2件配合件。
任務六 職業能力相關指標考核(10%)
選手須根據給定場景,從功能和結構、使用價值、節約成本、人性化設計、團隊合作、事故預防、環保性、創新性八個方面對本項目進行準備,并按照比賽安排,根據準備內容進行答辯。
四、競賽方式
1.競賽以團隊方式進行,每支參賽隊由3名比賽選手組成,3名選手年齡不超過25周歲(即1993年7月1日及以后出生)。其中隊長1名,參賽隊的3名選手需分工協作、共同完成競賽任務,具體分工由各參賽隊自主決定。每隊可配2名指導教師。
2.競賽根據報名情況可以分為綜合強化培訓、考試選拔和決賽,參賽選手以團隊方式進行綜合強化訓練并進行考試選拔,根據考試選拔成績,錄取晉級決賽,決賽的參賽隊原則上不超過30個隊。綜合強化訓練和考試選拔日程另行通知。
3.競賽需采取多場次進行,由賽項執委會按照競賽日程表組織各領隊參加公開抽簽,確定各隊參賽場次;參賽隊按照抽簽確定的參賽時段分批次進入競賽場地比賽。
五、技術規范
競賽項目所使用的設備嚴格按照教學儀器設備質量標準要求生產,競賽智能工廠設計運行嚴格按照工業智能工廠安全規范,競賽題目結合企業人才需求,參考相關標準制定。
表3 參考標準
| 序號 |
標準號 |
名稱 |
| 1 |
GB21746-2008 |
教學儀器設備安全要求總則 |
| 2 |
GB21748-2008 |
教學儀器設備安全要求
儀器和零部件的基本要求 |
| 3 |
GB5226.1-2008 |
機械電氣安全 機械電氣設備 通用技術要求 |
| 4 |
JB/T 8832.1-2001 |
機床數控系統 通用技術條件 |
| 5 |
JB/T 9168.10-1998 |
切削加工通用工藝守則 |
| 6 |
GB/T 30976.1-2014 |
工業控制系統信息安全 第1部分:評估規范 |
| 7 |
GB 4943.1-2011 |
信息技術設備 安全第1部分:通用要求 |
| 8 |
GB/T 16977-2005 |
工業機器人坐標系和運動命名原則 |
| 9 |
GB/T 19399-2003 |
工業機器人編程和操作圖形用戶接口 |
| 10 |
GB/T 20868-2007 |
工業機器人性能試驗實施規范 |
| 11 |
GB/T 20867-2007 |
工業機器人安全實施規范 |
| 12 |
GB/Z 20869-2007 |
工業機器人用于機器人的中間代碼 |
六、技術平臺
(一)賽項平臺介紹
本賽項采用“華數一帶一路暨金磚國家智能制造大賽平臺”見圖2。
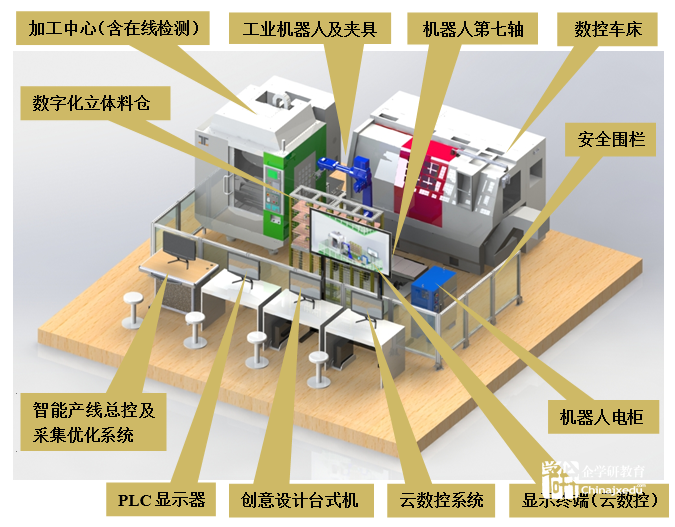
圖2 平臺示意圖
(二)設備主要配置
|
序號 |
產品名稱 |
數量 |
單位 |
備注 |
| 1 |
數控車床 |
1 |
套 |
華中數控 |
| 2 |
加工中心(三軸) |
1 |
套 |
華中數控 |
| 3 |
在線測量裝置(用于加工中心) |
1 |
套 |
先鋒 |
| 4 |
加工中心治具 |
1 |
套 |
華中數控 |
| 5 |
數控車床治具 |
1 |
套 |
華中數控 |
| 6 |
工業機器人及夾具 |
1 |
套 |
華中數控 |
| 7 |
機器人第七軸 |
1 |
套 |
華中數控 |
| 8 |
數字化立體料倉 |
1 |
套 |
華中數控 |
| 9 |
智能產線總控及采集優化系統 |
1 |
套 |
華中數控 |
| 10 |
安全防護圍欄 |
1 |
套 |
華中數控 |
| 11 |
云數控系統 |
1 |
套 |
華中數控 |
| 12 |
創意設計臺式機 |
1 |
套 |
需承辦單位提供
(操作系統為Win10) |
| 13 |
PLC顯示器(VGA接口)、USB鍵盤 |
1 |
套 |
承辦單位提供 |
| 14 |
桌椅 |
3 |
套 |
承辦單位提供 |
| 15 |
RFID管理系統 |
1 |
套 |
華中數控 |
| 16 |
CAD/CAM軟件 |
1 |
套 |
中望/CAXA/思美創(任選) |
表4 設備主要配置表
(三)耗材及工具(具體規格型號另行通知)
表5 耗材及工具(選手自帶)
| 序號 |
名稱 |
主要組成器件 |
數量 |
| 1 |
耗材 |
毛坯件 |
8套 |
| 2 |
工具 |
包括數控車床及加工中心加工用刀柄刀具、小一字螺絲刀、小十字螺絲刀、長柄螺絲刀、斜口鉗、多功能剝線鉗、氣管剪、游標卡尺、卷尺、活動扳手、內六角扳手、便攜式萬用表等 |
1套 |
七、成績評定
表6 評分細則
| 競賽內容 |
評分內容 |
評分要求 |
| 任務一 智能制造產線設備的運行與維護(12分) |
產線總控單元與數控車床及加工中心通訊及參數設置 |
|
| 產線總控單元與RFID系統通訊及參數設置 |
|
| 總控大數據采集軟件(SSTT)通信參數設置 |
|
| 機床電氣故障、遠程診斷及排除與恢復 |
|
| 編寫并調試數控機床PLC控制程序 |
|
| 任務二 工業機器人(含第七軸)編程與調試(18分) |
機器人夾具、氣動部件等外部設備安裝與調試 |
|
| 機器人完成數字立體化料倉生料、合格品、不合格品的出入庫 |
| 數控車床和加工中心的上下料 |
| 任務三 智能制造控制系統的編程與調試(20分) |
總控系統PLC的編程、安裝和調試 |
|
| 實現 RFID 的數據初始化,讀取、更新 RFID 數據 |
|
| 實現智能制造單元中各設備的安全、協調運行 |
|
| 任務四 個性化產品的定制加工(20分) |
根據給定毛坯及規定自帶刀具按任務書要求定制個性化工件 |
|
| 根據定制圖紙進行CAD軟件設計 |
|
| 生成加工代碼通過互聯網訂單派發完成工件加工 |
|
| 產品創新性與加工質量 |
新穎性、創新性,外觀優良 |
| 任務五 大數據采集及工藝優化(20分) |
訂單派發及編程,完成第一個定制工件自動加工 |
|
| 完成第一個試件加工過程中相關精度的測量和采集 |
|
| 設置刀具相關補償參數,對工件程序進行工藝優化及補償 |
|
| 云平臺同步大數據及圖像 |
|
| 訂單派發,完成第二個定制工件自動加工 |
|
| 加工工件 |
兩種工件各2件,配合件 |
| 任務六 職業能力的指標考核(10分) |
選手須根據本次大賽項目從功能和結構、使用價值、節約成本、人性化設計、團隊合作、事故預防、環保性、創新性八個方面對本項目進行準備,并在比賽結束后,根據準備內容進行現場答辯 |
遵循八項指標,論述主題明確,答辯思路清晰 |
完整版技術規程下載請點擊:http://www.0898px.com/uploadfile/2019/0303/20190303090326389.pdf

